 |
 | 気泡も無く綺麗な型が出てきました。 次に、ウレタン樹脂を流す“湯口”の加工をします。 樹脂は型取りの時にプラ棒を埋めておいた所を通って 原型の下から入り、原型の上から抜けていきます。 デザインナイフや彫刻刀などを使って樹脂の注ぎ口や 逃げ道などを彫っていきます。 | |
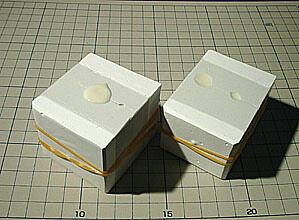
 | 湯口の加工が終わったところです。 樹脂は、写真左上から注いで原型の下から型に入り、 そのまま原型の上の逃げ道から抜けていきます。 型の中の空気や樹脂の中の気泡なども、原型の上の 逃げ道から出て行く仕組みです。 ただし、今回のインコの場合は目とクチバシと尻尾の 部分に気泡ができやすいので、少々工夫が必要です。 | |
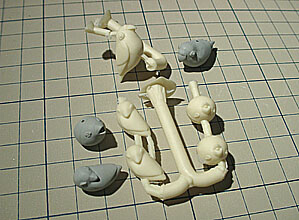
 | まず、写真のように型を開いた状態で、両方の型に ごく少量の樹脂を流します。 次に、細い金属線などで目やクチバシの気泡を突付き 出してやります。(型を傷つけないように注意。) 型の表面に気泡が付いてない事を確認したら、素早く 型を合わせて、樹脂を注いでいきます。 | |
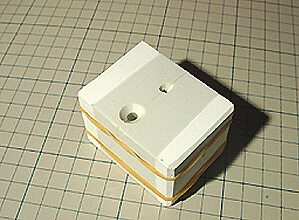 | 型に樹脂を注ぐ作業(注型)は、型を合わせた状態で、 石膏の補強ごと輪ゴムでクランプして行ないます。 型を合わせた時には、樹脂の「注ぎ口」と「逃げ道」の ふたつの穴が開いているので、「注ぎ口」の方を大きく カットして分かりやすいようにしておきます。 この作業で樹脂も注ぎやすくなります。 そして、注ぎ口から静かに樹脂を注いでいきます。 | |
 | ウレタン樹脂は硬化するのが非常に速いので、素早く 作業をします。(ただし丁寧に。) 逃げ道から樹脂が出てきたら、注型は終了です。 完全に硬化が終わるまで、そのまま動かさないように 放置して待ちます。 カチカチに固まったら複製品を取り出します。 この時も型取りの時と同じように丁寧に取り出します。 | |
 | 硬化が終わって型を開いた状態です。 樹脂が綺麗に流れている様子がよく分かります。 これで複製作業は終了です。作業が終ったら型に付いた樹脂は綺麗に取り除いて、 歪みを防ぐため原型を入れて型を保存します。 この時も型に離型剤を塗っておきます。 時間が経つと シリコン同士がくっ付いてしまう事があるからです。 | |
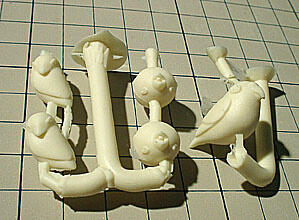 | 合わせ目の段差も大きな気泡も無い綺麗な複製品が 出来ました。 複製品に付いている湯口やバリ(樹脂のはみ出し)は ニッパーやデザインナイフなどでカットしてやります。 カットした部分や、型の合わせ目にできたラインは、 ペーパー(紙やすり)などで綺麗にします。 その後、専用の「離型剤落とし」や台所用洗剤などで 離型剤を除去して、塗装に移ります。 | |
 | 以上が、原型の型取りから複製の簡単な流れです。 スタジオジェッツではこんな感じでやってます。 おしまい。 |